2K Plastic Injection Molding (two-shot molding) is a powerful technique that allows manufacturers to combine two different materials in a single process, making it ideal for creating multi-functional, durable parts. This method is increasingly used in industries that require both performance and aesthetics. From automotive to consumer goods, understanding how 2K molding works and when to use it can drive efficiency, reduce costs, and open up new design possibilities.
Understanding 2K Plastic Injection Molding
2K molding stands out because two materials are molded and bonded together inside one mold, rather than being joined later with glue or fasteners. Knowing how the basic sequence and terminology work makes it much easier to judge whether this process fits a specific part.
Basic Process Overview
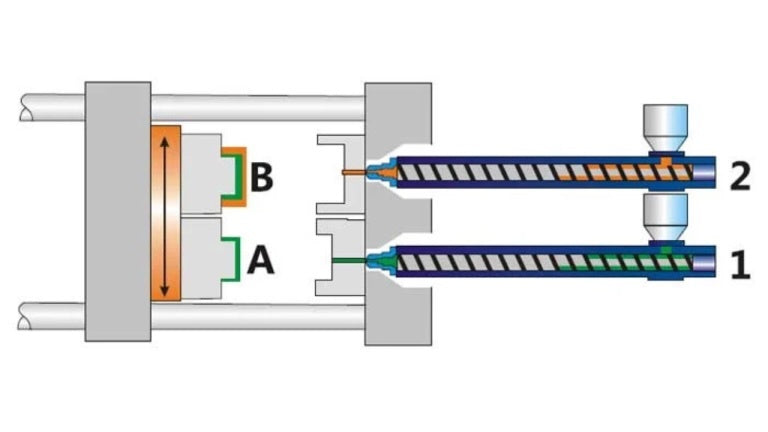
In 2K Injection Molding, the mold operates in two stages.
- In the first stage, molten plastic for the primary shot fills one cavity to form the substrate of the part. The mold then rotates or indexes so that this substrate lines up with a second cavity.
- The second stage injects the secondary shot (another plastic) over or around the first. The two materials then cool together and are ejected as a single component, saving the need for downstream assembly. The substrate moves to the second cavity via a rotating platen or robotic transfer before the second resin is injected.

Key Terminology and Concepts
Some terms recur in technical discussions of 2K Plastic Injection Molding:
- Primary shot: the first material injected to create the core or base.
- Secondary shot: the second material injected around or through the first material.
- Mold rotation/indexing: the movement of the part from one cavity to another within a single mold, allowing it to receive the second shot.
- Bonding interface: the surface where the two materials meet; its design and temperature profile influence adhesion.
Understanding these terms makes it easier to appreciate why this process differs from overmolding (where the first part is molded and then placed in a separate press for the second layer) or insert molding (where a rigid insert is placed in the cavity and overmolded).
Key Process Considerations: Materials and Interface Design
The success of a 2K part lives at the boundary between the two plastics. The choice of materials and the way their interface is designed decide whether the part will stay firmly bonded or start to peel and distort in the field.
Combinations of Plastics
There exist various plastic combinations that bond well together. Such combination includes hard substrates such as acrylonitrile butadiene styrene (ABS), polycarbonate (PC), polypropylene (PP), nylon (PA) or copolymer materials that are covered by soft plastics like thermoplastic elastomer (TPE), thermoplastic polyurethane (TPU) or liquid silicone rubber (LSR). For example, ABS and TPE make a hard body that is overmolded with soft material used in making handles, while PC and TPU provide both elasticity and rigidity for manufacturing housing and automotive components.
Material Compatibility and Adhesion Strategies
Depending on compatibility of the materials, their fusion can be either physical (due to mechanical connections) or chemical. Certain grades of PC or TPU plastics can bond chemically since their polymer chains are able to mix up. As for PP and TPE combinations, designers apply methods of physical bonding using mechanical interlocks and/or tie layers created with co-extrusion process. Thermal compatibility should also be considered since different plastics tend to have different coefficients of thermal expansion.
Interface Design Considerations
Geometry of interfaces is important because it affects bond strength. To achieve maximum adhesion between materials, ribs, dovetails, holes and even textures can be designed on the substrate surface so that the material would get into undercuts during its solidification and would form mechanical interlock. Moreover, the mold should include shut-off locations where the second material cannot enter. The designers have to take into account that different plastics usually have different shrinkage rates.
4 Common Process Issues and Remedies
Despite proper combination of materials and correct design, certain problems still can arise:
- Lack of adhesion or delamination. In order to fix it, it is necessary to find the right way to heat up the substrate, decrease time between shots, or preheat the material.
- Flash and short shots. They take place due to poor shut-offs that allow the second material to escape and do not provide enough volume for filling the cavity. These defects can be corrected with shut-off design optimization and an increase in clamping force.
- Warping and shrinkage mismatch. It occurs due to differences in coefficients of thermal contraction of two materials. To fix it, one should choose materials with similar coefficients of thermal expansion, introduce some interlocks or modify the wall thickness.
- Deformation of the substrate. Sometimes it happens due to overheating and/or fast injection of the second shot. As a result, the first material is pressed against the cavity surface and deformed. In order to solve the problem, it is necessary to change injection speed and temperature.
These insights will definitely help one avoid possible troubles during the injection molding process.
4 Advantages of 2K Plastic Injection Molding
Once material pairing and interface design are under control, 2K molding starts to show its strengths. Parts can combine comfort, sealing and visual clarity with strong structures and simplified manufacturing steps.
Functionality and Aesthetics
Due to the ability to combine two polymers in one part, 2K molding makes it possible for designers to integrate hard and soft surfaces. Soft-touch grips can be molded directly on the top of the housing of an object, making them comfortable for use. Moreover, using two different colors allows to differentiate between brands or indicate certain functions on the device without any subsequent painting or labeling. Two-shot molding can allow for integrating hard and soft polymers for perfect comfort and functionality and create complex mold designs not possible with any other technique.
Manufacturing and Process Benefits
One of the biggest benefits of two-shot molding is the fact that there is no secondary assembly needed since all parts are molded at once. When making multiple parts with one tool, the cost of labor drops significantly and assembly of parts is not needed. Less parts in the manufacturing chain make inventory and engineering validation simpler, which helps companies save a significant amount of money, up to tens of thousands per part. Defect rate and cycle time are also reduced in this way.
Performance Advantages
When there is compatibility between the used polymers and proper interface design, the strength of the resulting bond might become greater than when using adhesives or mechanical fastening techniques. Due to being molded in one tool, two-shot molding provides high precision and repeatable results. The manufactured products usually withstand impacts better and last longer than assemblies made with glues and fasteners.
Comparison of Molding Methods
The table below summarizes common plastic molding options.
| Method | Materials per cycle | Bond strength | Assembly required | Typical volumes | Integration complexity |
|---|---|---|---|---|---|
| 2K molding | Two | Strong chemical or mechanical bond | No | Medium to high | High (multi-material features) |
| Overmolding | Two or more (separate cycles) | Moderate; depends on surface prep | Possibly | Low to medium | Medium (sequential layers) |
| Single-shot molding | One | Not applicable | Yes for multi-material parts | Any | Low |
This simple comparison shows that 2K molding excels at integrating materials without assembly but requires more complex tooling and higher production volumes.
Evaluating Costs and Economic Trade-offs
Even with clear technical advantages, 2K molding has to earn its place in a program budget. Tooling, equipment, labor and scrap all factor into whether the process truly saves money over the life of a part.
Cost Structure and Tooling Considerations
Two-shot molds typically cost more because they require precise mechanisms to transfer the substrate and maintain alignment between cavities. The press must also handle multiple injection units. These upfront costs include design, prototyping, and validation. A common drawback cited by manufacturers is that two-shot molding demands high tooling costs and long setup lead times. However, the cost per part drops when production volumes are high because the cycle time includes both materials and there is no secondary assembly or bonding.
Break-Even Analysis and Decision Criteria
Determining when to invest in 2K molding requires considering volume, labor savings, and part complexity. Industry sources note that this process is most suitable for high-volume production runs. While there is no single threshold, many manufacturers find that production in the tens of thousands of parts per year amortizes the tooling cost effectively. If a part requires more than one material and assembly labor is significant, 2K molding becomes more attractive. Conversely, low-volume products or simple designs may not justify the investment.
Where 2K Saves Money
By consolidating parts, 2K molding reduces the number of part numbers and associated engineering validation costs. Eliminating assembly steps cuts labor and reduces the risk of misalignment or damage during handling. Two-shot molding also typically results in tighter tolerances, which minimizes scrap and rework. Over the life of a high-volume program, these savings often outweigh the initial cost of the mold.
Deciding When to Use 2K Plastic Injection Molding
Not every project benefits from two-shot molding. This section offers guidance on scenarios where the process excels and where alternative methods may be preferable. A quick checklist helps decision-makers evaluate their specific situation.

Suitable Scenarios
2K molding is well-suited for projects that meet several of the following criteria:
- High production volumes. The process is most economical when the tooling cost is spread over many parts.
- Multiple material requirements. If a part must integrate rigid and soft materials, transparent and opaque zones, or different colors, two-shot molding provides seamless integration.
- Complex geometry. Components with ergonomic grips, seals, buttons or aesthetic accents benefit from multi-material features that would be difficult to assemble separately.
- Tight tolerance relationships. When alignment between two materials is critical, for example sealing surfaces, 2K molding ensures precise positioning and a strong bond.
Unsuitable Scenarios
Conversely, two-shot molding may not be the right choice when:
- Low production volumes. The tooling investment may not pay off for small runs.
- Simple designs. If the part can be made with a single material and no special features, traditional molding followed by assembly or insert molding could be more cost-effective.
- Material compatibility limitations. Certain polymer combinations will not bond well despite design efforts; testing or consulting material compatibility charts is essential.
- Equipment availability. Two-shot machines are specialized; not all facilities have the required presses or expertise.
Quick Decision Checklist
Ask these questions early in product development:
- Does the part need multi-material integration? If not, single-shot molding may suffice.
- Is the annual volume high enough to amortize the tooling cost? High volumes often justify the investment.
- Are the materials compatible? Consult material suppliers or compatibility charts.
- Is assembly a pain point? If assembly costs, misalignment or quality issues are significant, 2K molding could add value.
- Does your manufacturing partner have 2K expertise? Experienced partners can help with tool design, material selection and process optimisation.
Practical Applications and Design Patterns
Real-world examples illustrate how 2K molding solves design challenges across industries. The process appears in consumer goods, automotive components, industrial equipment and medical devices.
Consumer Products
Everyday items such as toothbrush grips, kitchen utensils and electronic housings benefit from combining rigid structures with soft-touch surfaces. For instance, a toothbrush may feature a rigid core for stability and a rubbery grip for comfort, all produced in one cycle. Multi-colored buttons on consumer electronics use this technique to combine translucent and opaque plastics for better aesthetics.
Automotive and Industrial Applications
Automotive interiors rely on two-shot molding for knobs, switches, control panels and decorative trims. The process provides durable parts that can withstand vibration while offering a soft feel or illuminated icons. In industrial equipment, multi-shot molding creates housings with integrated seals, reducing assembly time and improving protection against dust and moisture.
Medical and Specialized Devices
Medical devices often require ergonomic handles with soft grips and rigid housings for strength. Two-shot molding produces these components in one process, maintaining clean lines and preventing contamination due to adhesives. The technique is also used for lab equipment closures and dental products where sealing and comfort are paramount.
Implementing a 2K Plastic Injection Molding Project

Successfully deploying two-shot molding involves careful planning at each stage, from design to production. This section outlines steps to ensure a smooth project.
Design Considerations
At the design stage, engineers should select materials with compatible melting temperatures and bonding characteristics. The part geometry must accommodate the flow of both materials and include features such as undercuts or textures for mechanical interlocks. Attention to wall thickness and transition regions helps manage shrinkage and avoids stress.
Tooling and Prototyping
Because tools for two-shot molding are more complex, prototyping is essential. Rapid prototyping or small-scale molds allow engineers to test material compatibility, bond strength and interface design before investing in full production tooling. Working with an experienced custom plastic injection molding partner like WEILAN can accelerate this stage.
Production and Quality Control
During production, maintaining consistent process parameters such as melt temperature, injection speed and cooling time is vital for repeatable quality. Quality control should monitor adhesion at the interface, dimensional accuracy and visual appearance. In multi-cavity injection molding, each cavity must be balanced to ensure uniform fill and avoid defects.
Conclusion
Two-shot plastic injection molding empowers manufacturers to combine multiple materials in a single cycle, unlocking design freedom and reducing assembly. By selecting compatible materials, designing robust interfaces and weighing cost factors, engineers can decide when this technique offers the best solution. Though the upfront investment is higher, the long-term gains in quality and efficiency often make 2K molding a smart choice for high-volume, multi-material parts.
FAQs
Q1: What Materials Can Be Used in 2K Molding?
Suitable materials include rigid substrates like ABS, polycarbonate, polypropylene or nylon and elastomeric overlays such as TPE, TPU or silicone. Always verify compatibility and test adhesion before full production.
Q2: How Does 2K Molding Differ from Overmolding?
In overmolding, a pre-molded part is placed into a second mold and overmolded in a separate cycle. Two-shot molding accomplishes both shots within one mold and cycle, which improves alignment and reduces handling.
Q3: How Do You Troubleshoot Bonding Issues?
Common fixes include adjusting temperatures so the substrate stays warm, shortening the time between shots, adding interlock features, or selecting materials with better compatibility. Ensuring the second shot does not overheat the first shot also prevents deformation.
Q4: When Does 2K Molding Become Cost-Effective?
Two-shot molding becomes cost-effective when the benefits of eliminating assembly, reducing scrap and improving quality outweigh the higher tooling costs. This often occurs in medium- to high-volume production or when a part requires complex multi-material features.
As a partner in advanced manufacturing, WEILAN MFG combine more than 15 years of precision molding experience with global delivery of over 107 million components to support engineered production. Since our founding in 2011, we have built deep expertise in mold design, moldflow analysis, and automated plastic molding for applications ranging from high-performance industrial parts to regulated environments. Our integrated engineering approach covers product design, tooling, prototyping, and automated production with cleanroom-ready standards, helping engineers produce consistent, repeatable parts at scale with tight tolerances and stable output.




{kind=link}
Leave a comment
All comments are moderated before being published.
This site is protected by hCaptcha and the hCaptcha Privacy Policy and Terms of Service apply.