Por qué el moldeo por inserción es importante en la fabricación de sensores
Hoy en día, los sensores se han vuelto más pequeños, ligeros y constantemente expuestos al calor, la vibración, el polvo, el agua y los productos químicos, lo que crea una presión extrema en la capa exterior del sensor o en los componentes del circuito interno.
El desafío de precisión en el encapsulado de sensores
Un sensor parece muy simple desde el exterior, pero el interior está lleno de piezas electrónicas frágiles. Un pequeño desplazamiento en un terminal, una microfisura cerca de una unión de soldadura o una vía de fuga muy pequeña pueden causar señales inestables, corrosión interna o fallos tempranos en el campo. En los motores de automóviles, la fabricación industrial y los dispositivos portátiles de consumo, ese tipo de fallo se agrava rápidamente. Conduce a costosas reclamaciones de garantía, paradas en la línea de montaje y una reputación de marca dañada.
Esta es exactamente la razón por la que el encapsulado electrónico exige tanta atención durante la fase de diseño. La carcasa exterior debe proteger los elementos internos sensibles de la humedad, el polvo, la vibración, los impactos fuertes y los ciclos térmicos. Al mismo tiempo, debe mantener la trayectoria eléctrica perfectamente estable. En muchos diseños de sensores modernos, la carcasa de plástico también debe mantener dimensiones exactas para que los conectores de acoplamiento, los clips de montaje y los sellos de goma encajen correctamente a la primera.

Por qué el moldeo por inserción se ha convertido en un método de encapsulado preferido para sensores
El moldeo a baja presión y el moldeo por inserción se utilizan a menudo en la industria electrónica porque encapsulan de forma segura los conjuntos críticos y, al mismo tiempo, fabrican la carcasa exterior. El moldeo por inyección a baja presión también reduce significativamente el tiempo del ciclo de procesamiento en comparación con los sistemas convencionales de encapsulado líquido. Las piezas se retiran del molde y están inmediatamente listas para su uso, en lugar de esperar en un estante a que se complete un ciclo de curado químico.
| Característica | Moldeo por inserción a baja presión | Encapsulado líquido tradicional |
|---|---|---|
| Tiempo de ciclo | 15 a 60 segundos por ciclo | Minutos a varias horas para el curado químico |
| Carcasa | La resina moldeada forma la carcasa exterior final | Requiere una caja de plástico o metal prefabricada por separado |
| Peso y tamaño | Cobertura ligera y adaptable | Bloque sólido y pesado de resina curada |
| Flujo de trabajo | Insertar componente, inyectar plástico, probar | Mezclar resina, verter en la carcasa, esperar a que cure |
Desde el punto de vista de la fabricación de sensores, el cambio ofrece las siguientes ventajas:
- Tamaño reducido: El paquete final es extremadamente ordenado y apoya el impulso hacia la miniaturización de los productos.
- Sellado ambiental: La unión proporciona una buena resistencia a la entrada de agua y polvo si la elección de las dimensiones y el material se gestiona bien.
- Escalabilidad: El proceso es altamente escalable ya que se utiliza la automatización para reemplazar el montaje manual intensivo en mano de obra y el posterior pegado.
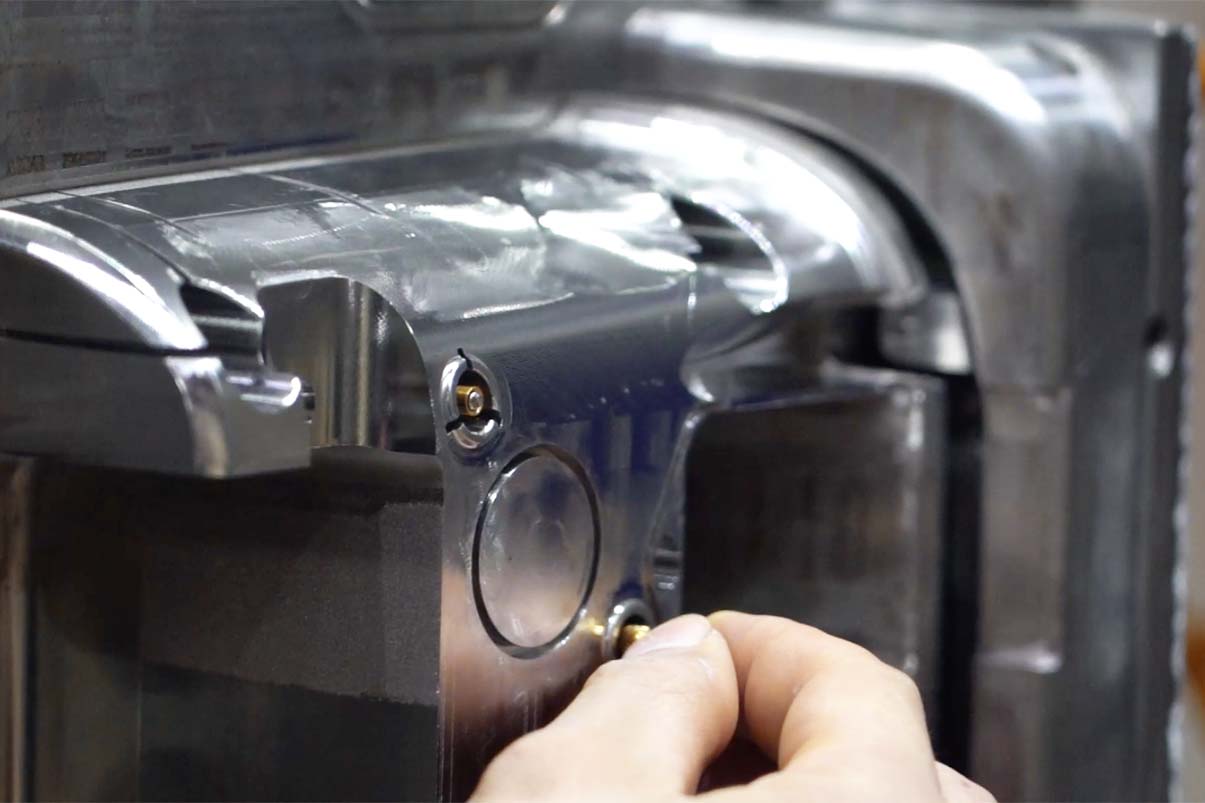
Control de precisión para evitar la desalineación del inserto
La mayor preocupación, sin embargo, es asegurar que el componente electrónico se coloque correctamente dentro de la cavidad del molde. En este punto, el componente preciso podría fallar, a pesar de haber sido bien diseñado, debido a la naturaleza sensible de los pines metálicos o de las placas internas.
Por qué el movimiento del inserto se convierte en un grave riesgo para el sensor
La resina fluye hacia el molde a una velocidad extremadamente rápida, lo que genera una fuerza inmensa. Esto debe, por lo tanto, ser contrarrestado para asegurar que la colocación precisa del terminal, el pin de contacto, la pequeña PCB o el componente se logre correctamente, ya que si esto no se logra correctamente, entonces cuando el plástico fundido se inyecta en el molde, el componente se inclinará, flotará o rotará y, por lo tanto, será totalmente inútil.
Este riesgo es aún más complicado si se tiene en cuenta que el componente del sensor es muy pequeño. En este punto, el componente preciso podría fallar, ya que el desplazamiento, a pesar de ser solo una fracción de milímetro, podría ser demasiado grande, impidiendo así que el conector del cable realice la conexión correcta o exponiendo el metal desnudo o la región soldada a un estrés excesivo, dependiendo de la sensibilidad. El desplazamiento también podría interferir con el espacio de aire que rodea el sensor, arruinando así toda la calibración del sensor.
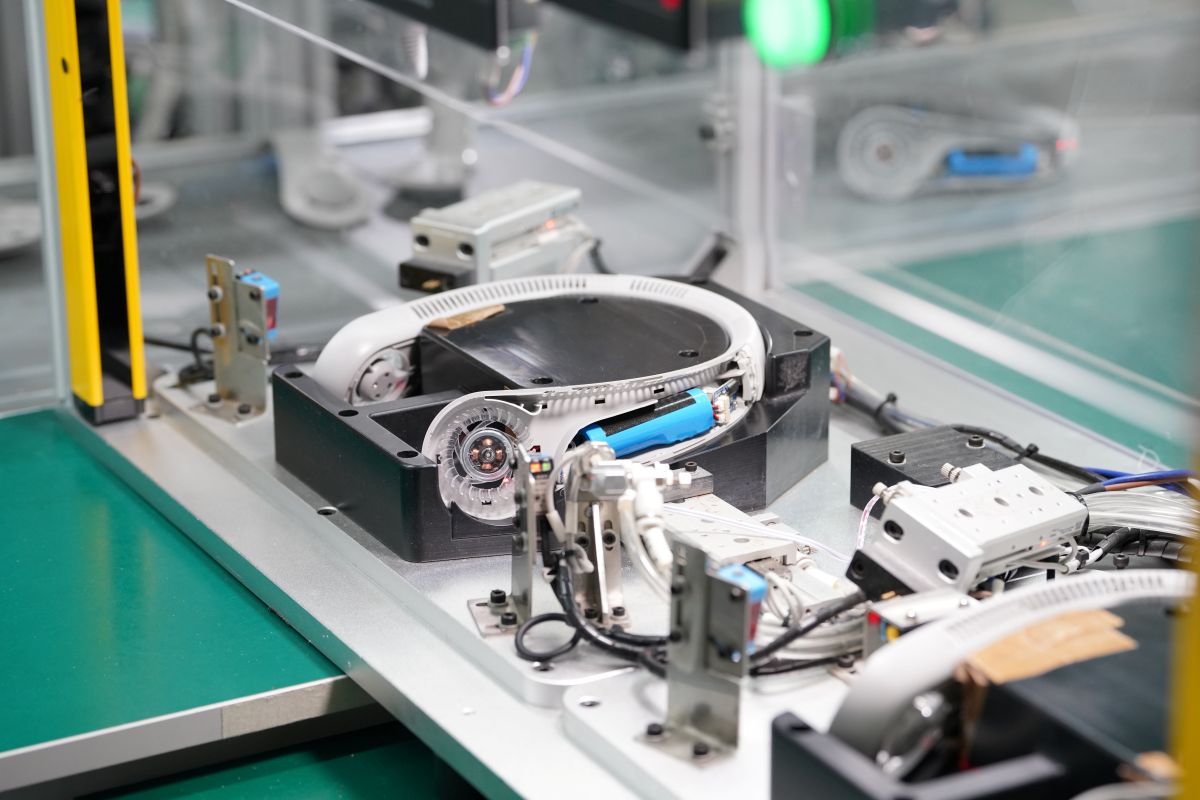
Cómo la carga automatizada contribuye a la repetibilidad
Una de las principales razones por las que las técnicas actuales de moldeo por inserción para electrónica tienen un alto nivel de repetibilidad es el uso de la carga automatizada. Esta máquina robótica garantiza que los insertos se coloquen en la cavidad del molde en la misma posición exacta cada vez que se cierra el molde. Esto reduce el nivel de aleatoriedad en la colocación de los insertos, especialmente cuando se colocan manualmente.
En el caso del moldeo de sensores de alto volumen, el uso de la automatización también garantiza que los insertos estén limpios. La manipulación de los insertos se reduce en gran medida, minimizando así la cantidad de aceite, suciedad y daños por manipulación en los terminales. Las superficies metálicas limpias tienen una alta probabilidad de unirse bien con los plásticos; por lo tanto, la calidad de la unión mejora.

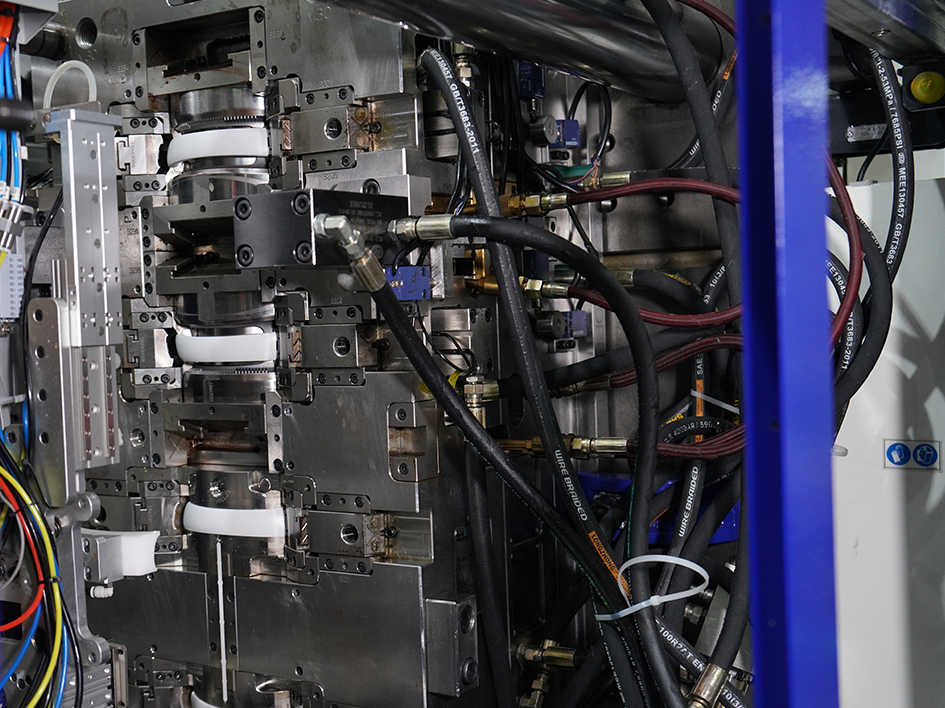
Características de las herramientas que mantienen los insertos en su lugar
El diseño de la herramienta realmente hace gran parte del trabajo para asegurar que todo esté correctamente posicionado. Es decir, una herramienta bien diseñada coloca el inserto correctamente sin aplicar ninguna tensión mecánica que pueda causar que una pieza delgada de metal se deforme o que una pieza de cerámica se agriete. Las características comunes de las herramientas incluyen:
- Pines de ubicación para sujetar los orificios y las características de posicionamiento del inserto.
- Costillas de soporte ajustadas para sujetar de forma segura terminales largos o delgados.
- Asistencia de vacío para sujetar correctamente los componentes planos contra el acero.
- Áreas de cierre ajustadas para asegurar que los componentes de plástico no se desborden sobre las áreas de contacto metálicas funcionales.
Por eso, invertir en la calidad de un fabricante de moldes es una de las principales preocupaciones de un programa de sensores. Si un fabricante de herramientas es bueno en su trabajo, está diseñando el molde alrededor de los verdaderos puntos débiles del conjunto. Esto significa que si un terminal es largo y delgado, hay costillas de soporte cerca de la punta del terminal. Si hay almohadillas de contacto que deben mantenerse absolutamente limpias, debe haber un cierre hermético entre el plástico y las áreas de contacto metálicas funcionales. La capacidad del proceso comienza con una herramienta bien diseñada mucho antes de que se ponga en marcha la prensa.
Control de la presión de fusión para proteger los componentes electrónicos frágiles

La posición del componente es solo el primer paso. La presión de fusión requiere una gestión estricta, ya que un inserto electrónico perfectamente colocado seguirá sufriendo daños graves debido al flujo agresivo de la resina y la fuerza excesiva.
Por qué la alta presión de inyección puede dañar los conjuntos de sensores
Las técnicas tradicionales de moldeo por inyección implican el uso de presiones extremadamente altas, que pueden alcanzar hasta 2.000 bares. Estas presiones extremas plantean riesgos enormes para la electrónica sensible y las minúsculas piezas del sensor. Forzar plástico grueso en un molde bajo una presión tan extrema doblará los pines de los terminales, interferirá con las uniones de soldadura precisas, romperá las uniones de cables microscópicas y forzará la resina a áreas donde no debería estar.
El daño causado por la presión no siempre es inmediatamente aparente. Una pieza puede parecer buena durante una breve inspección visual en la planta de producción y fallar meses después. La vibración, el estrés térmico y/o la humedad degradarán en última instancia las uniones internas comprometidas. Por lo tanto, la configuración del proceso no debe optimizarse para un llenado rápido del molde y tasas de producción máximas. En el encapsulado de sensores, la configuración de la máquina debe considerar primero las funciones eléctricas internas.

Por qué el moldeo a baja presión es una buena opción para el encapsulado de sensores sensibles
El moldeo a baja presión, o LPM, tiene una presión de inyección mucho menor. Tiene un rango de 1,5 a 40 bares, según los fabricantes de encapsulados electrónicos. Es un método seguro para asegurar que los componentes no se dañen al tiempo que proporciona un encapsulado seguro de los cables y terminales.
En el caso de los sensores, es un método seguro para el encapsulado. Es un método mejor que un método tradicional que tiene la posibilidad de dañar los componentes. Reduce las posibilidades de dañar los componentes al proporcionar un flujo lento del material encapsulante. También proporciona un encapsulado seguro de componentes de forma irregular, como extremos de cables, grupos de terminales y conjuntos de placas compactas, sin necesidad de una carcasa exterior grande.
Cómo el perfilado de inyección multietapa mejora la estabilidad
El control de la presión implica mucho más que simplemente elegir un número en una pantalla. Los moldeadores altamente cualificados dan forma al proceso de llenado en múltiples etapas distintas. Ajustan cuidadosamente la velocidad de inyección, el punto de transferencia específico, la presión de empaquetamiento y el tiempo de mantenimiento para que la resina fundida entre en la cavidad de manera controlada y constante en lugar de golpear el inserto electrónico como una ola violenta.
Este enfoque multietapa es muy útil en piezas de sensores que presentan paredes delgadas y secciones geométricas mixtas. Una primera etapa más lenta reduce la fuerza física directa que golpea el inserto. Un cambio de presión de empaquetamiento bien programado ayuda a finalizar el llenado de la cavidad sin sobreembalar el plástico. Empaquetar la herramienta con demasiada fuerza aumenta la tensión residual, fuerza el desborde de plástico cerca de los cierres y daña las interfaces delicadas. Un perfil de inyección estable protege la pieza al tiempo que proporciona un encapsulado completo y repetible.
Gestión térmica para eliminar las grietas por estrés interno
La gestión de la presión es sólo la mitad de la ecuación de fiabilidad; la otra mitad es igualmente importante: la gestión de la temperatura. Esto se debe a que la expansión y contracción de metales y plásticos son muy diferentes cuando se enfrían o se enfrían rápidamente.
Por qué la falta de coincidencia en la expansión térmica provoca grietas
En prácticamente todos los casos de grietas por estrés interno en este tipo de dispositivos, la causa del problema fue una falta de coincidencia en la tasa de expansión térmica. Los metales, los chips de silicio, la cerámica y los plásticos tienen tasas de expansión y contracción muy diferentes cuando se enfrían o se enfrían rápidamente. Cuando se moldean los plásticos, están a una temperatura mucho más alta que el inserto de metal, y luego se enfrían juntos en una sola pieza unida. Cuando la tasa de contracción de estos plásticos y metales está gravemente desequilibrada, se acumula una enorme cantidad de estrés residual dentro de la pieza encapsulada resultante.
Este estrés permanece invisible por un tiempo. El exterior del dispositivo puede parecer limpio e inmaculado; sin embargo, hay una enorme cantidad de tensión acumulada dentro de la pieza en los bordes afilados de la carcasa, las compuertas de inyección, las paredes delgadas de la carcasa o incluso los bordes del inserto metálico. Eventualmente, después de mucha vibración, inmersión en fluidos o muchos ciclos de calor y frío en el campo, aparecen grietas en la carcasa o incluso una falla completa del sello o una falla en la calibración del sensor. En una aplicación del mundo real, estas grietas retardadas son en realidad un tipo de defecto por estrés térmico que se inició dentro del ciclo de moldeo.
Por qué el precalentamiento de insertos ayuda a reducir el estrés
El precalentamiento de los insertos metálicos sirve como una forma altamente práctica de reducir la brecha de temperatura extrema entre el inserto frío y la resina fundida caliente. Una brecha de temperatura más pequeña ralentiza la congelación repentina de la piel plástica, mejora el flujo de resina alrededor de la geometría del inserto y reduce drásticamente la concentración de estrés que normalmente se forma en la interfaz de unión.
Este paso de precalentamiento aporta enormes beneficios a las piezas de sensores con contactos metálicos gruesos o formas geométricas complejas. Un inserto grueso y frío enfría la resina fluida demasiado rápido en un área local, creando líneas de unión deficientes, uniones débiles y estrés mecánico atrapado. Con un estricto control de precalentamiento antes del cierre del molde, el llenado del material se vuelve mucho más uniforme, lo que hace que la pieza terminada sea mucho menos propensa a agrietarse más tarde en servicio.
Cómo la temperatura del molde y los ajustes de enfriamiento influyen en la fiabilidad
La temperatura del molde afecta directamente el flujo de resina, la formación de la piel y las velocidades de enfriamiento. Aumentar la temperatura del molde y controlarla estrictamente reduce las posibilidades de grietas por estrés en ciertos tipos de resina al permitir que las cadenas se relajen de manera más uniforme durante el ciclo de enfriamiento.
Cuando se trata de encapsular sensores, la temperatura del molde depende en gran medida de los tipos de resina utilizados, el material del inserto, el espesor de la pared del inserto y la forma completa del inserto. Si la temperatura del molde es demasiado baja, la resina se solidificará demasiado rápido y bloqueará las tensiones dentro del inserto. Por el contrario, si la temperatura del molde es demasiado alta, provoca un ciclo más largo y da como resultado que las dimensiones queden fuera de tolerancia. El objetivo es lograr una condición equilibrada en la que la temperatura del molde sea suficiente para un ciclo suave mientras se mantiene un control suficiente para una producción eficiente.
Selección de materiales para el encapsulado de sensores de alta fiabilidad

Si bien un proceso puede controlarse completamente desde el punto de vista del procesamiento, todo el proceso se deshace cuando se selecciona el tipo incorrecto de resina plástica. En última instancia, el tipo de material seleccionado influirá en gran medida en la fiabilidad del paquete del sensor cuando se exponga a la humedad, los productos químicos o el desgaste normal.
Poliamidas y materiales termofusibles para moldeo a baja presión
Los materiales termofusibles a base de poliamida son el tipo de material más dominante que se utiliza para el moldeo a baja presión dentro de la industria electrónica. Es aquí donde los fabricantes de productos electrónicos desean las excepcionales características de flujo, las características de adhesión y el nivel de protección contra la humedad o el estrés mecánico.
La razón principal por la que los materiales termofusibles a base de poliamida son beneficiosos para los fabricantes de productos electrónicos es que son muy fáciles de usar durante el proceso de moldeo. Estos materiales son capaces de encapsular formas internas intrincadas con una fracción de la fuerza que se requeriría al tratar con materiales de ingeniería convencionales. Además, también se ofrece un alto nivel de durabilidad en la superficie externa. Cuando se trata de módulos de sensores intrincados donde abundan los cables pequeños y los cambios críticos de geometría, existe una gran ventaja al tratar con este tipo de estilo de moldeo más suave.
Termoplásticos de ingeniería para entornos de sensores difíciles
Para aplicaciones a temperaturas más altas o para piezas altamente estructurales, un moldeador podría seleccionar una resina de ingeniería de alta resistencia como PBT, PPS, LCP, mezclas de policarbonato o nylons con carga de vidrio. En cualquier caso, el material debe ser compatible con las necesidades térmicas, mecánicas y dimensionales del uso final del producto terminado.
En cuanto al encapsulado de sensores, el equipo de ingeniería debe probar el material para una serie de requisitos estrictos:
- Tasas de expansión térmica versus insertos metálicos internos.
- Cantidad de absorción de humedad durante largos períodos de tiempo.
- Resistencia a productos químicos como fluidos automotrices o disolventes industriales.
- Estabilidad dimensional en condiciones de alta temperatura.
- Rigidez dieléctrica para aplicaciones eléctricas.
- Fluidez del material en secciones de pared delgada del sensor.
Si bien un material puede parecer increíblemente fuerte en una hoja de datos proporcionada por un proveedor de materiales, podría no ser bueno en absoluto para una aplicación de sensor. Por ejemplo, un material rígido con bajas propiedades de flujo exige una gran cantidad de presión para inyectar el material en las paredes delgadas del sensor, lo que puede aplastar los insertos metálicos internos. Los materiales con altas propiedades de absorción de humedad cambian las dimensiones y destruyen las rigideces dieléctricas durante largos períodos de tiempo. La selección de la resina está relacionada con el uso final del sensor y no con el costo por kilogramo del material.
Control de calidad para el encapsulado de sensores sin defectos
Los buenos diseños y materiales no significan nada sin pruebas de la consistencia del rendimiento. Miles de estos sensores deben estar disponibles para el consumidor final para que les sean útiles. Esto significa que debe realizarse un estricto monitoreo y pruebas.
Monitoreo de cavidades en tiempo real en el proceso de moldeo por inserción
El proceso de moldeo por inserción utiliza monitoreo en tiempo real para proporcionar al moldeador información instantánea sobre lo que está ocurriendo dentro del ambiente cerrado del molde. Sensores avanzados de presión y temperatura brindan información detallada sobre las diferencias en cada inyección del molde. Esto permite al técnico de moldeo reconocer rápidamente los cambios en el llenado de la inyección, problemas de ventilación, problemas en la zona de compactación y problemas en la zona térmica.
El monitoreo del proceso es esencial ya que la mayoría de los problemas funcionales se inician como problemas de proceso. Cualquier cambio brusco en la curva de los sensores de presión del molde indica un problema con la ventilación, un problema con la viscosidad del material utilizado para el moldeo, un problema con la temperatura del barril o una instalación incorrecta del inserto metálico. Ver este pequeño problema en la pantalla de la máquina es infinitamente mejor que esperar los costosos resultados de la prueba de fugas.
Validación posterior al moldeo de la fiabilidad del sensor
La validación de los paquetes moldeados no es meramente una inspección visual del paquete. Se realizan pruebas de fugas, pruebas eléctricas, pruebas de extracción mecánica, pruebas de ciclo térmico extremo y pruebas de ambientes extremos para garantizar la fiabilidad del paquete moldeado para proteger el inserto y funcionar en aplicaciones del mundo real.
Para los programas de sensores, debe correlacionarse directamente con el proceso de validación. Un sensor de presión que va a un compartimiento de motor caliente debe tener un proceso de validación muy diferente al de un dispositivo portátil o un sensor que va a un ambiente de temperatura ambiente. Si el dispositivo final debe enfrentarse a temperaturas extremas, vibraciones violentas, salpicaduras de fluidos y cambios de temperatura extremos, la calificación debe tener esto en cuenta.
Por qué el soporte DFM temprano crea un mejor paquete de sensores
Los proyectos de moldeo por inserción más exitosos comienzan muy temprano en el proceso de diseño para la fabricación (DFM). La disposición de la herramienta, las compuertas, los cierres, el soporte del inserto, la selección del material plástico y la planificación de las pruebas tienen un impacto muy grande en la calidad final del paquete de sensores terminado. Si la empresa de ingeniería no inicia el diseño del molde muy temprano en el proceso DFM, el equipo de ingeniería tendrá que lidiar con rebabas, grietas por tensión, problemas de sellado y problemas de estabilidad una vez que se corte la herramienta.
Para el comprador de ingeniería, esta es la razón por la que trabajar con una empresa especializada en encapsulaciones de sensores precisas dará los mejores resultados en comparación con una empresa que simplemente fabrica piezas de plástico genéricas. La mejor empresa de moldes identificará posibles problemas con la estructura del sensor muy temprano en la fase conceptual. Habrán dedicado muchas horas a revisar el software de análisis de flujo de moldeo y habrán creado un sistema de retención que funciona bien con el inserto.
Servicios de moldeo por inserción de alta fiabilidad con WEILAN MFG

Trabajar con el socio de fabricación adecuado elimina el riesgo significativo asociado con la encapsulación de productos electrónicos. El entorno altamente controlado garantiza que su paquete de sensores sensible funcione impecablemente incluso en los entornos de campo físicos más extremos.
WEILAN MFG ofrece soluciones avanzadas de moldeo por inserción. Ofrecemos servicios de DFM expertos, herramientas de tolerancia estricta y controles de proceso rigurosos, lo que garantiza una fabricación sin defectos para todos los volúmenes de producción.
Preguntas frecuentes
P1: ¿Cuál es el papel del moldeo por inserción para garantizar la ausencia de humedad en el sensor?
El moldeo por inserción juega un papel importante para garantizar la ausencia de humedad en el sensor al eliminar las juntas pegadas, los tornillos o cualquier medio mecánico para la intrusión de humedad. El material de moldeo encapsula los terminales o cables de tal manera que el interior del sensor permanece completamente sellado contra la intrusión de humedad, cumpliendo así los estrictos estándares IP67 o IP68 de resistencia al agua.
P2: ¿El calor y la presión del proceso de moldeo por inyección no dañarán la PCB?
Sí, el calor y la presión del proceso de moldeo por inyección de alta presión definitivamente dañarán la PCB. El moldeo por inserción elimina completamente el problema de dañar la PCB por el calor y la presión del proceso de moldeo. Esto se logra mediante el proceso de moldeo de baja presión, en el que la presión aplicada al molde está en el rango de 1,5 a 40 bar, y las resinas plásticas tienen una baja temperatura, especialmente diseñadas para encapsular la PCB.
P3: ¿Cuál es la razón de las grietas en la carcasa moldeada del sensor en la última parte del ciclo de producción?
Las principales causas de la formación de grietas en la carcasa moldeada del sensor, particularmente durante las últimas etapas del ciclo de producción, están relacionadas con la presencia de tensiones residuales dentro del material del molde. Las principales causas de este fenómeno están relacionadas con grandes variaciones en los coeficientes de expansión, el uso de "insertos fríos", baja temperatura del molde y sobrellenado de material del molde durante el ciclo de moldeo.
P4: ¿Es el moldeo por inserción económico para series de producción de bajo volumen?
Aunque los costos de herramientas son altos para el moldeo por inserción, en comparación con las herramientas simples de "caja de encapsulado", los beneficios del moldeo por inserción se hacen evidentes cuando se aumentan los volúmenes de producción, reduciendo así los costos de mano de obra para el ensamblaje, curado y sellado.
P5: ¿Cuál es la principal causa de la formación de "rebabas" de plástico en los pines de contacto eléctricos?
La principal causa de la formación de "rebabas plásticas" en los pines de contacto eléctricos está relacionada con el fenómeno por el cual el plástico sale de la cavidad del molde y entra en contacto con la superficie metálica real. La principal causa de formación de defectos durante el ciclo de moldeo está relacionada con un diseño deficiente del cierre del molde, herramientas de acero desgastadas, tolerancia floja de los insertos y alta presión durante el ciclo de moldeo.
P6: ¿Cuáles son las tolerancias dimensionales típicas para los sensores moldeados por inserción?
El moldeo por inserción de precisión regularmente logra tolerancias de ±0.05 mm a ±0.1 mm, dependiendo de la resina específica. Las tolerancias de la pieza final también dependen en gran medida de la consistencia geométrica del inserto metálico prefabricado.
P7: ¿Necesito limpiar los insertos metálicos antes del moldeo?
Absolutamente. Los aceites de máquina, los fluidos de estampado y el polvo destruyen la unión de resina a metal. Los insertos requieren una limpieza exhaustiva. Las aplicaciones de alta fiabilidad a menudo exigen tratamiento con plasma o promotores de adhesión líquida para garantizar un sellado ambiental permanente y sin fugas.



{kind=link}
Dejar un comentario
Todos los comentarios se revisan antes de su publicación.
Este sitio está protegido por hCaptcha y se aplican la Política de privacidad de hCaptcha y los Términos del servicio.